
Ми запевняємо вас, що ми завжди надаємо високоякісну машину для стиснення кришки з 18 порожнинами. Допомогти вам вибрати правильні та високоякісні продукти, щоб захопити ринок і відкрити ринок із якісними продуктами та послугами та досягти взаємної вигоди.
Коротший час циклу для підвищення продуктивності
Менше споживання енергії
Висока питома щільність
Форми, що не потребують обслуговування і служать десятиліттями
Швидкий процес зміни кольору
Менше відходів означає менші витрати
| Модель | ДРЦМ-018 |
| Виробнича потужність | 17000-18000/година (29/25 мм кришка) |
| Діаметр кришки | 20-45 мм |
| Висота кришки | 10-30 мм |
| Матеріал кришки | PP/HDPE/LDPE |
| Порожнина форми № | 18 |
| потужність | 380В/PH/50ГЦ |
| Потужність установки | 30 кВт |
| Споживання повітря | 0,3 М3/год, 0,8 МПа |
| Розмір машини | 2660*1200*2000 мм |
| Вага машини | 3.1T |

ПОРІВНЯННЯ З МАШИНОЮ ДЛЯ ЛИТТЯ ПИТАННЯМ
| Пункт | Стиснення кришки формувальна машина |
Лиття під тиском машина |
| Кількість порожнин | 24 | 2*24 |
| Вихід | 16800-23400 | 2*6000 |
| Споживання енергії | 26 | 2*36 (з формою) |
| Витрата електроенергії на місяць | 18720 | 51840 |
| Енергозбереження за місяць | 33120 кВт | |
| Економія витрат | $6650 00/місяць (якщо $0 2/кВт/год) | |
| Використання добавки | Ні | Так |
| Використання прес-форми | Ні | Так |
| Своєрідний запах | Ні | Так |
| Зовнішній вигляд виробу | Немає точки ін'єкції | З точкою ін'єкції |
| Відходи | Ні | Так |
| Кадровий ресурс | 1 | 2 або більше |
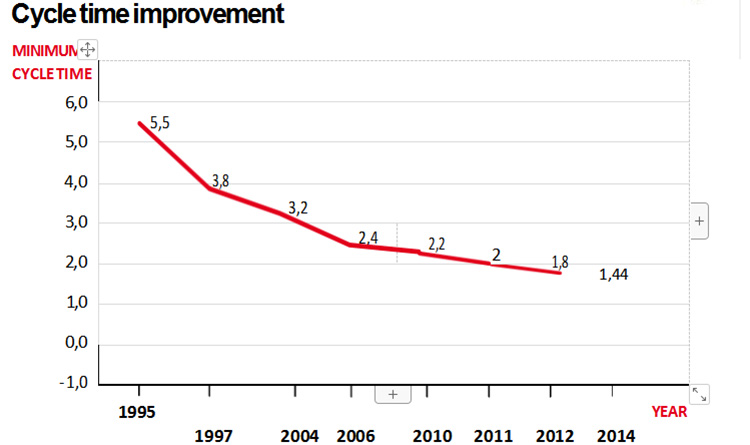
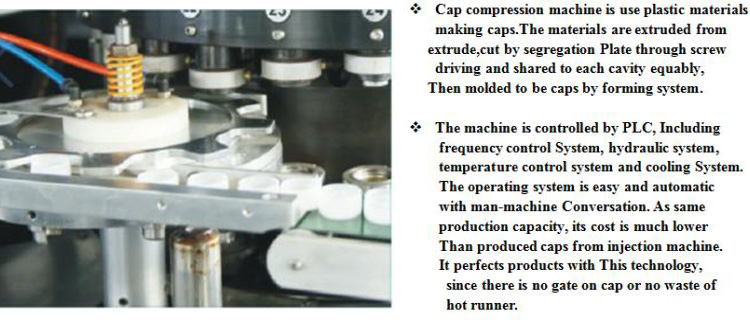
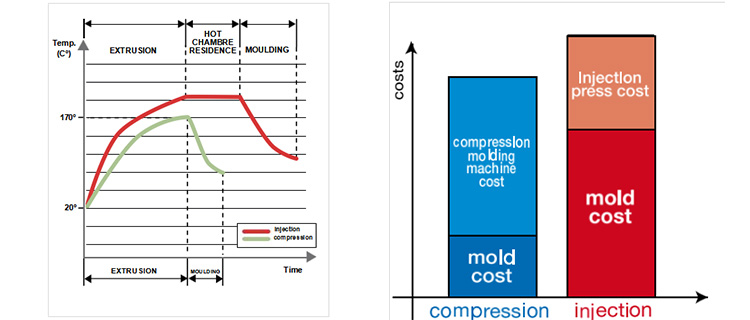
EN КОРОТШИЙ час ЦИКЛУ і, отже, вища продуктивність. Нижча температура екструзії дозволяє швидшому охолодженню ковпачка у формі: це скоротило час циклу, який у випадку з легкими ковпачками був скорочений приблизно до 2 секунд.
МЕНШЕ СПОЖИВАННЯ ЕНЕРГІЇ. Нижчі температури екструзії означають, що для доведення пластику до температури екструзії потрібно менше енергії, а оскільки пластик холодніший, для його охолодження потрібно менше енергії. Загальна економія енергії на вироблену кришку може досягати 45%.
ВИСОКА ПИТОМА ГУСТИНА. При однаковому тиску формування нижчі температури дозволяють досягти більш високої питомої щільності; крім того, відсутня точка впорскування, яка створює додаткове навантаження на розплавлений пластик. Такий технологічний стан забезпечує механічні властивості і консистенцію, які були б недосяжними при ін'єкції.
ПОСЛІДНІСТЬ стала головною проблемою у розливі напоїв, де виробничі лінії стають все швидшими та складнішими, і де зупинки заводів, пов’язані з кришками, більше не можна терпіти.
ФОРМИ, НЕ ПОТРІБНІ В ОБСЛУГОВУВАННІ, які служать десятиліттями. Вертикальний і осьовий рух прес-форми забезпечує - на відміну від прес-форми, обтяженої власною вагою - що форми захищені від усіх видів зносу. Компресійне формування означає відсутність зносу форм протягом усього терміну їх експлуатації.
ШВИДКІ ЗМІНИ КОЛІРІВ Це можна зробити швидко без необхідності очищення гарячої камери, яка відсутня в процесі стиснення. МЕНШЕ ВІДХОДІВ, менші витрати.
| Матеріал прес-форми | Порожнина | DC53, Японія |
| Основа порожнини | Берилієва мідь, США | |
| П'єдестал для порожнини | S136 .Швеція | |
| Гвинт п'єдесталу порожнини | DC53, Японія | |
| Ядро | Берилієва мідь, США | |
| Частина нитки | DC53, Японія | |
| Середній рукав | DC53, Японія | |
| Рукав для деформування | S136 .Швеція | |
| Твердість цвілі | Після вакуумного запалювання, кріогенної обробки -180 °C, азотування, потім DLC (алмазоподібного вуглецю), твердість форми становить близько 70 градусів. | |
Стандартна експортна упаковка
Наш технік може бути фабрикою покупця для встановлення та запуску машини. Але покупець повинен нести всі витрати на поїздку техніка (включаючи авіаквиток, вартість проживання та зарплату)
ДАТА ДОСТАВКИ: 55-60 ДНІВ ПІСЛЯ ОТРИМАННЯ ДЕПОЗИТУ.
ПОРТ ДОСТАВКИ: НІНБО, КИТАЙ